Contact Weld Transformer
 The simplest of manufacture is the welding apparatus of the AC contact point weld with unregulated currents. The welding process is managed by a change in the electrical impulse time, using a time frame or manually by a switch.
The simplest of manufacture is the welding apparatus of the AC contact point weld with unregulated currents. The welding process is managed by a change in the electrical impulse time, using a time frame or manually by a switch.
Precision welding unit
Before considering the design of the improvised machines for the contact point weld, it should be recalled that the Lenz-Joul Act: when the electrical current occurs on the conductor, the quantity of heat emitted in the conductor is directly proportionate to the current square, the resistance of the conductor and the time during which the electrical current has flowed through the conductor (Q=I2Rt). This means that the current of 1,000A on poorly executed connections and thin wires is about 10000 times more energy than 10A. Therefore, the quality of the electrical circuit cannot be ignored.
Therefore, the quality of the electrical circuit cannot be ignored.
Transformer. The main component of any contact point welding equipment is a power transformer with a large transformation factor (for large weld). Such a transformer can be made from a transformer to a powerful microwave furnace (transformator power is about 1 kW or above) feeding magnetteron.
Microwave kiln
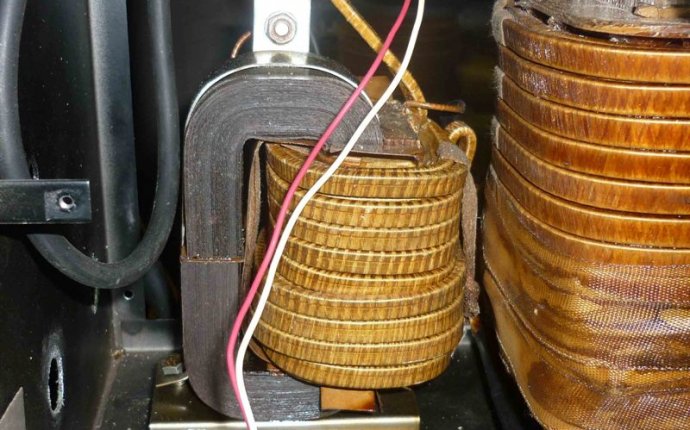
Microwave transformer
 These transformers are accessible and high-powered. This transformer is enough for a machine of a sharp weld capable of wiping steel sheets with a thickness of 1 mm. If there is a need for a more potato machine, two (and more) transformers can be used (as described below).
These transformers are accessible and high-powered. This transformer is enough for a machine of a sharp weld capable of wiping steel sheets with a thickness of 1 mm. If there is a need for a more potato machine, two (and more) transformers can be used (as described below).
In the microwave, very high voltage (approximately 4,000V) is necessary for the operation of the magnetron. That's why the transformer feeds the magnetron, which is not a downward but an uplifter. His primary urea has fewer turns than the secondary wire, and the thickness of the lipstick is greater.
In the outlet of such transformers, up to 2,000B (the pressure is doubled to the magnetron) so it is not necessary to check the transformator ' s operational capacity, including in the network and measuring the outlet voltage.
That's it. We need a transformer. magnetic wire and primary wet (which is smaller than turns and wires). The secondary moor shall be cut with a knife or cut off with a staple (if the magnetic conductor is securely sware and not glued), shall be removed with the rod or twisted and removed. The need for drilling arises when the moor is very tight and the attempt to knock it out can lead to the destruction of the magnetic wire.













